
均流及回流接线板焊接工艺
2017-12-26
地铁工程是利用走行轨回流的。由于回流电缆的根数多,又必须安装在信号专业提供的线路信号死区的位置,而信号死区长度有限,如果现场信号死区的长度无法满足全部回流电缆的热熔焊接安装的要求,通常采用先在走行轨上安装一块回流接线板,电缆再与接线板连接的施工方法。均流线的安装与回流线安装方法相同。两者均采用185mm2截面铜芯软电缆连接在接线板上。
安装方法:
1、回流接线板的焊接
(1)操作流程一般为:施工准备、焊接定位、走行轨打磨、模具加热、走行轨预热、安装模具及接线板穿入、焊药放入及点火、焊点处理、走行轨处理等。
(2)操作过程
①焊接前先确定回流接线板的焊接位置,一般情况下,回流接线板需焊接在两轨枕之间的走行轨腰部,同时做向下弯曲,避免与其他设备碰撞,两接线板间距1850mm。
②走行轨打磨
用角磨机在划定的区域范围内对钢轨进行除锈处理,将走行轨腰部表面部分的锈蚀除掉,露出光亮部分,并使腰部平整无突起,打磨面积约为200×80mm2。
③模具加热
用液化气喷枪对模具的装药孔的内壁进行十秒钟的烘烤,对模具的内壁及盖板进行预热处理。
④走行轨预热
用液化气喷枪在走行轨焊接点的背面对钢轨进行加热,加热范围以打磨范围为准;加热走行轨约8分钟即可;加热过程中需严格控制,防止走行轨过温加热或温度不够。
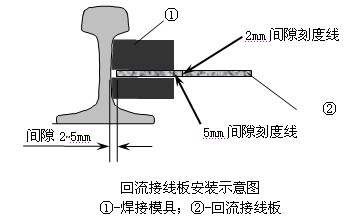
⑤安装模具及接线板
A、模具及走行轨加热完成后,将模具安装在焊点位置,并与走行轨固定牢固,此时应特别注意模具与钢轨是否密贴,如无法密贴,可用防火泥封堵模具四周的空隙,否则会造成焊粉的泄漏。
B、把接线板与走行轨的接触边适当打磨,去除毛刺后,将接线板平行插入模具的穿板孔中。
如下图所示:
⑥焊药放入及点火
A.将一专用垫片(铁质)放入储药孔底部,防止焊药放入后漏入穿板孔;垫片放入后,根据焊药的使用说明,将200剂量和150剂量的焊药倒入储药孔。
B.将点火引药放进储药孔内的焊药上面,将少许引药放在模具的储药孔的上部边缘,然后将储药孔的盖盖上。在接线板上盖上一张硬皮纸或薄木板,以防止焊药熔化溅出造成接线板的损伤。
C.用点火枪将储药孔上部边缘的引药点燃,经过瞬间剧烈反应后,焊药熔化,并将接线板与走行轨熔接在一起。
注意:在点燃焊药过程中,会伴随有大量烟雾升起,并有少量熔渣喷出,所以在点燃前,配合人员需远离,以防止安全事故发生。
⑦焊点处理
焊接完成后,将模具取下,将焊点上的残渣用手钳敲下,同时将模具储药孔及盖板内的残渣清理干净,并对焊点进行敲打检查焊点的焊接质量。
⑧走行轨处理
在取下模具进行焊点处理的同时,用液化气喷枪继续对焊点背面的走行轨表面进行加热,加热时间为5分钟,使走行轨的温度缓慢降温(既缓冷),以防止焊接对走行轨内部结构带来变化而损害走行轨。然后在焊点处刷沥青漆两遍。
(3)质量控制点:
①焊接前必须对走行轨进行预热处理,焊接后必须对走行轨进行缓冷处理,防止温度的剧烈变化对走行轨带来的伤害。
②在焊接时如果发现接线板焊接端头有氧化层,必须用砂纸将氧化层打磨掉,以保证接线板与走行轨的可靠接触。
③应严格保证模具与走行轨密贴无缝隙,当模具使用几次出现缝隙后,应用防火泥进行封严,防止熔解的焊剂外流而影响焊接质量。
④走行轨加热时应均匀,严禁火焰对准一处持续加热。
⑤热熔焊接时根据厂家提供的数据严格控制焊药量。
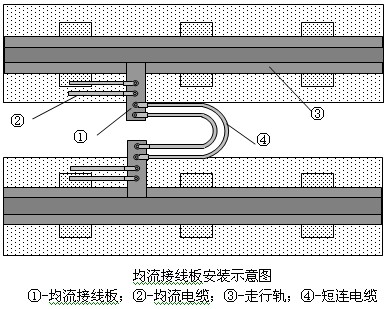
2.均流接线板的焊接
均流接线板的焊接方法和回流接线板相同,唯一的区别是确定其位置,回流接线板两板之间沿走行轨有1850mm的间距,而均流接线板则没有,两块板是相对的。
如下图所示:
上一条: 电解离子接地极的应用有哪些特点?
下一条: 城市轨道交通回流电缆与钢轨的连接方式




